
滑块行程的调整:注意检查好模具的厚度并且注意检查上下模块的比例是不是正常的,正常来说模块要控制在行程线路的开关点上,这点一定要注意。行程模块的调整:也就是针对模块的上限点进行调整,在模块上到高处的时候,把开关设置好,并且预留出滑块的停留位置,同时在下行的时候也要进行减速模块,更好的进行保护机器和模具。
空隙的调整:主要是先测量上模块和下模块的距离,具体的间隙设置是根据所折的板材来定的。角度的调整:这个角度的调整跟产品有一定的关系的,一般来说折90°模具,那么中间角度一定要大于两边的角度,那么它的松紧可以根据调整螺丝来进行,在折弯的时候,可以通过压力表进行压力的调整,避免模具崩刃。
分切机刀片产生毛边:
1、分切机刀片已钝、应打磨;
2、分切机刀片与刀槽重合过浅;
3、分切机刀片的刀槽内卷入纸边、纸毛,应清理干净再开机;
4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。
分切机刀片压痕线容易破裂:
1、原纸低劣;
2、压线过深。
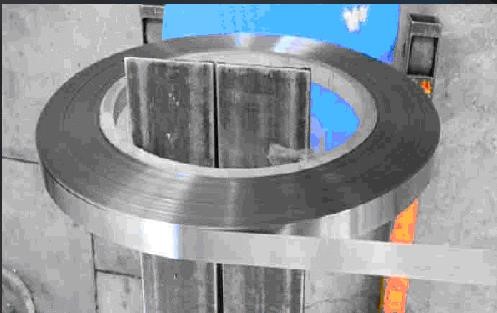
分切机刀片是在分切机设备上的一重要部件。主要是把大的卷材根据工艺要求分切成不同规格小圈材。 分切机刀片选择不当,不按机械配置选择,就会达不到分切指标产品要求,分切的材料就会产生毛边和产生大量的分切粉屑等。不但会降低分切的精度和速度,耗费产品原材料。还很容易造成分切刀片使用寿命减短,增加了生产成本。