


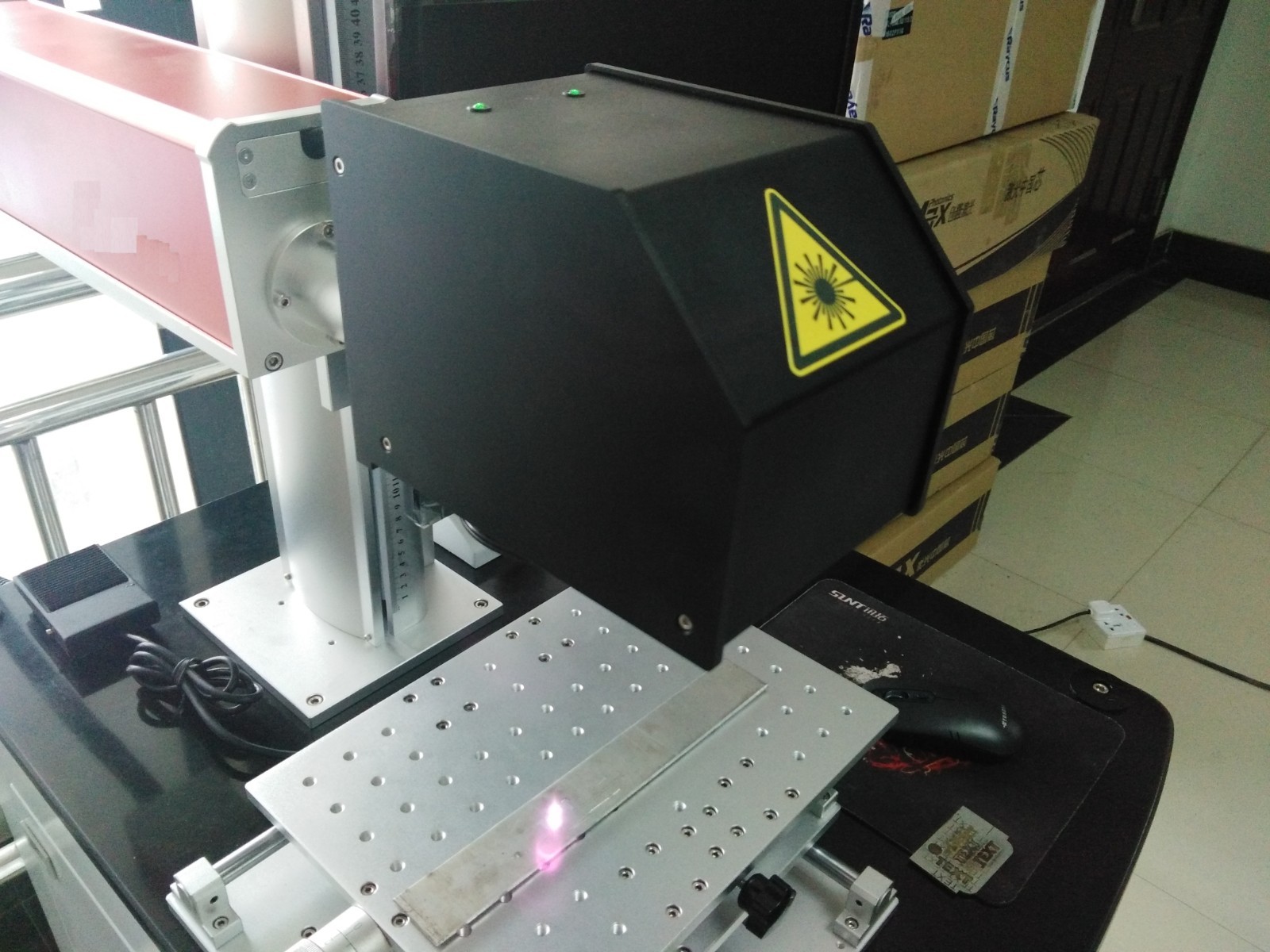
振镜扫描式打标系统主要由激光器、XY偏转镜、聚焦透镜、计算机等构成。其工作原理是将激光束入射到两反射镜(振镜)上,用计算机控制反射镜的反射角度,这两个反射镜可分别沿X、Y轴扫描,从而达到激光束的偏转,使具有一定功率密度的激光聚焦点在打标材料上按所需的要求运动,从而在材料表面上留下的标记,聚焦的光斑可以是圆形或矩形。
掩模式打标又叫投影式打标。掩模式打标系统由激光器、掩模板和成像透镜组成,其工作原理,经过望远镜扩束的激光,均匀的投射在事先做好的掩模板上,光从雕空部分透射。掩模板上的图形通过透镜成像到工件(焦面)上。通常每个脉冲即可形成一个标记。受激光辐射的材料表面被迅速加热汽化或产生化学反应,发生颜色变化形成可分辨的清晰标记。掩模式打标一般采用CO2激光器和YAG激光器。掩模式打标主要优点是一个激光脉冲一次就能打出一个完整的、包括几种符号的标记,因此打标速度快。对于大批量产品,可在生产线上直接打标。缺点是打标灵活性差,能量利用率低。
激光打标设备的核心是激光打标控制系统,因此,激光打标的发展历程就是打标控制系统的发展过程。从1995年到2003年短短的8年时间,控制系统在激光打标领域就经历了大幅面时代、转镜时代和振镜时代,控制方式也完成了从软件直接控制到上下位机控制到实时处理、分时复用的一系列演变,如今,半导体激光器、光纤激光器、乃至紫外激光的出现和发展又对光学过程控制提出了新的挑战。
激光几乎可对所有零件(如活塞、活塞环、气门、阀座、五金工具、卫生洁具、电子元器件等)进行打标,且标记耐磨,生产工艺易实现自动化,被标记部件变形小。
激光打标机采用扫描法打标,即将激光束入射到两反射镜上,利用计算机控制扫描电机带动反射镜分别沿X、Y轴转动,激光束聚焦后落到被标记的工件上,从而形成了激光标记的痕迹
珠三角、港台地区把激光打标按激光的英文(Laser)音译称为激光镭射加工。